

2025门窗工艺下料单


2025年定制门窗下料工艺单-工艺单 Unnamed: 0 门窗下料工艺单 门窗系列视 图分格说明左扇在内,右扇在外门窗分格尺寸表(单位:mm)门窗代号总宽(W)宽1(W1)宽2(W2)宽3(W3)宽4(W4)单樘面积工程名称窗 型单 号下单日期Unnamed: 2 NC32R内 视LM252525001250Unnamed: 3 型材颜色型材厂家总 樘 数总高(H)高1(H1)高2(H2)高3(H3)高4(H4)面积(㎡)下 单校 对出货日期Unnamed: 4 白色5642500Unnamed: 5 序号1234567891011121314151617222324252627......


报价单-门窗预算表-木门报价单 Unnamed: 0 Unnamed: 1 报价单-门窗预算表顾客姓名家庭住址序号123412 请仔细核对无误后签字确认回传并将70%预付款汇出!谢谢合作!制表: 售后服务电话:1234567890Unnamed: 2 产品名称木门大厅阳台窗套北卧窗套南卧窗套合计以上尺寸全为洞口尺寸,卧室门已扣除地板厚度;厨房、卫生间已铺完过门石不含安装费 不含五金 不含运费 Unnamed: 3 型号Unnamed: 4 色号待定Unnamed: 5 材质红胡桃 实木复合Unnamed: 6 联系电话定货日期单/双口双单单单Unnamed: 7 尺 寸高2120200013441600Unnamed: 8
门窗制作客户订货确认单-Sheet1 铝合金门窗客户订货确认单 *本厂统一使用[mm]为计量单位客户名称:产品系列①②③④⑤⑥收到订金[元]:Unnamed: 1 示图:客户签名:回传日期:制单:Unnamed: 2 包框尺寸宽Unnamed: 3 高Unnamed: 4 墙厚Unnamed: 5 留脚mmUnnamed: 6 颜色Unnamed: 7 玻璃 工艺总金额:审核:Unnamed: 8 电话/传真:底玻Unnamed: 9 钢化 是否Unnamed: 10 锁向0Unnamed: 11 百叶Unnamed: 12 亮窗高度Unnamed: 13 亮窗格数Unnamed: 14 亮窗玻璃工艺备注:1、2、3、4、5、6、7、交货日期:Unnamed: 15 锁具颜色以实物为准


2025年橱柜衣柜下料单模板-Sheet1 Unnamed: 0 Unnamed: 1 橱柜衣柜下料单模板客户姓名负责经理序号123456789101112制单:Unnamed: 2 抽面柜门柜门柜门Unnamed: 3 柜门尺寸长度155677677525Unnamed: 4 宽度896396396396Unnamed: 5 厚度22222222Unnamed: 6 客户地址产品名称数量1133Unnamed: 7 板件尺寸板件名称门边码头芯板门边码头芯板门边码头芯板门边码头芯板Unnamed: 8 长度(高度)155


2025年工艺改善提案表-Sheet1 生产管理工具——研发与工艺技术管理 工艺改善提案表说明:本表格主要用于记录内部员工向工艺负责部门提供的意见和建议方案,并由相应的审核部门给出方案可实施性的评估意见。一方面可以增进与内部员工之间的互动与交流,另一方面可以根据反馈意见不断提高工作质量、改善工作流程等。提案名称适用范围提案人信息建议人电话其它信息提案内容改善类型现状分析及存在问题改善要点改善措施所需支持预期效果成本预算评估意见提案性质评估意见评估人签名主管部门经理意见总经理意见Unnamed: 1 □ 设备 □ 原材料 □ 工艺装备 □


出口门窗订单报价表-Sheet1 出口门窗订单表 客人要求我们在2019年6月2日之前交货。请确认贵司能否制做,用国风型材。 进出口部 2019年5月7日编号12345备注:Unnamed: 1 单扇外平开窗单扇外平开窗单扇下悬窗Unnamed: 2 规格1.2m(宽) x 1.2m 80系列推拉窗1.2m(宽) x 0.9m 80系列推拉窗0.6m(宽)x1.20m(高) 60-2系列外开窗 --右开0.6m(宽)x1.20m(高) 60-2系列外开窗 --左开60cm x 60cm 50系列排气窗总计1.白色型材,推拉窗和推拉门含纱窗或者纱门。2. ----5毫米钢化玻璃。3.平开窗五金配置为执手+传动器+风撑,用“三力”或者“春光”配件。4.提供安装用膨胀螺丝及


2025年工艺流程成本核算表免费下载-Sheet1 工艺流程 产品名称 拉丝(外协) 领用盘元规格Unnamed: 2 单位Unnamed: 3 数量Unnamed: 4 不含税单价Unnamed: 5 金额0000000000000000000000Unnamed: 6 加工费/外协Unnamed: 7 耗损率Unnamed: 8 小计金额0000000000000000000000Unnamed: 9 产量冷镦(内部) 领用成品丝规格Unnamed: 11 单位Unnamed: 12 数量


三室两厅房屋装修材料清单-三室两厅房屋装修材料清单 三 室 两 厅 房 屋 工 程 预 算 清 单 业主: 地址: 施工方: 日期: 编号一123456789101112131415二1234567891011121314151617181920三12345678910111213
2025年返工工艺单-Sheet1 Unnamed: 0 Unnamed: 1 返工工艺单序号123456789101112131415161718Unnamed: 2 重检日期Unnamed: 3 重检 班别Unnamed: 4 责任领班Unnamed: 5 返工 总数Unnamed: 6 订单号Unnamed: 7 产品名称Unnamed: 8 施工工时Unnamed: 9 异常描述Unnamed: 10 返工工序安排序号1Unnamed: 11 工序Unnamed: 12 标准时间Unnamed: 13 重点 注意事项Unnamed: 14 返工记录工序Unnamed: 15 不良现象Unnamed: 16 不良数量Unnamed: 17 不良率Unnamed: 18 返工 结果Unnamed: 19 备注


2024会议物料清单(展会论坛专用)exce表格-Sheet1 会议物料清单 会议主题:会议时间:工作人员:物料清单会议区域接待区签到区用餐区住宿区展示区茶歇区演出区主会场分会场颁奖区公共区域洗手间工作人员其它Unnamed: 1 金山互联网大会论坛2021年11月11日——12日姓名1姓名6物料名称接站牌签到表餐桌牌入住温馨提示合计数量:Unnamed: 2 姓名2姓名7规格型号A1A4B5A4Unnamed: 3 会议地点:姓名3姓名8所需数量2510100117Unnamed: 4 金山科技园1号楼姓名4姓名9负责人KiaKiaKiaKiaUnnamed: 5 姓名5姓名10备注✔✔✔✔


2025年门窗加工合同-Sheet1 Unnamed: 0 Unnamed: 1 门窗定制合同甲方:甲、乙双方本着相互信任,公正透明的原则,经友好协商达成如下协议: 一、甲方向乙方订购断桥铝或其他品类门窗,主要使用配套五金件和优质浮法玻璃。 二、乙方负责上门测量、设计、制作、运输、拆除、安装一条龙服务,拆除旧门窗由乙方自行处理。 若甲方自行拆除造成门洞破坏影响防水及密封处理乙方不承担任何责。门窗的规格、形式由甲方负责并确认。如有变动须在测量完毕后六小时内通知乙方,负责甲方须承担50%的二次制作费用。 三、甲、乙双方在确认好窗型规格及相关数据后,在签订本合同的同时,甲方需要乙方支

2025年工艺评审计划表-Sheet1 生产管理工具——研发与工艺技术管理 工艺评审计划表说明:本表格主要用于工艺评审计划制定过程,要求列出评审的对象、内容、具体工作安排以及需要准备的材料等,经有关管理部门或者领导审批后方可进入工艺评审执行阶段。 编号: 制表日期:评审项目名称评审日期评审负责人评审目的评审依据(文件)评审详细内容评审流程安排各部门资料准备备注Unnamed: 1 时间部门Unnamed: 2 事项资料清单/内容说明版权所有: 北京未名潮管理顾问有
2025年涂装线工艺日作业管理表-涂装工艺表 涂装线工艺日作业管理表 NO123456789101112填表说明:1.上述内容必须如实、认真填写,作业员签名处必须由本人签名;2.记录件名/件号/颜色时请采用括号内举例方式(例:75302-SNA-A012-M1/NH578);3.时间记录采用24时制,每天8:00至检验处更换新表单;4.粗线框内容由后组立检验作业员填写;5.记录填写完整后请及时交至班长处;6.粘度、温度、湿度、风压、喷幅压力、雾化压力、烘箱温度每生产一个件号产品记录一次,首件时记录吐出量;Unnamed: 1 产品件名件号Unnamed: 2 起始喷涂时间Unnamed: 3 完成喷涂时间Unnamed: 4 底漆粘度Unnamed: 5 吐出量U


2025年生产产线工艺记录检查表-Sheet1 产线工艺记录检查表 检查人检查项目基础 操作安全 操作质量 控制工位 工装器具 设备清场总计Unnamed: 1 Unnamed: 2 编号1234567891011121314151617181920Unnamed: 3 检查内容及要求生产现场使用的工艺文件、检验要求文件为最新版本;现场文件对应当前操作;熟知工艺文件及质量要求;准确识别图纸或加工指导、质量控制说明;按照工艺文件执行工艺参数;按照工艺文件执行正确的操作;可对加工内容进行正确的检测和鉴别;熟知安全操作规程;熟知对应操作的危险点和危险源;能够熟练且安全操作相关设备、器具、工装; 按照工艺、质量要求进行首检、抽检


2024年机械加工工艺过程表格-Sheet1 Unnamed: 0 描图描校底图号装订号Unnamed: 1 XXX有限公司材料牌号工 序 号标记Unnamed: 2 工序 名称处数Unnamed: 3 更改文件号Unnamed: 4 机械加工工艺过程卡片 YT/QR-701-31工 序 内 容Unnamed: 5 毛坯种类签字Unnamed: 6 日期Unnamed: 7 产品型号产品名称毛坯外形尺寸标记Unnamed: 8 处数Unnamed: 9 更改文件号Unnamed: 10 Unnamed: 11 签字Unnamed: 12 零(部)件图号零(部)件名称每毛坯可制件数车间Unnamed: 13 工段日期Unnamed: 14 设 备设计(日期)Unnamed: 15 Unnamed: 16 Unnamed: 17 文件编号第 页每台件数工
2025年工艺评审申请及执行表-Sheet1 生产管理工具——研发与工艺技术管理 工艺评审申请及执行表说明:本表格主要用于工艺评审申请及评审执行。其中评审申请部分,由工艺研发负责部门填写;工艺评审执行部分由评审负责部门填写。评审申请工艺研发项目名称产品编号产品规格型号研发负责人评审目的申请评审内容 详细说明评审依据(文件)计划评审流程安排申请评审日期建议参加部门和人员申请人申请日期备注评审执行工艺研发项目名称产品编号产品规格型号评审时间评审负责人评审人员评审依据 评审内容与经过评审结果存在问题与改进建议工艺部门意见质量部门意见领导


钢筋下料单模板-Sheet1 Unnamed: 0 Unnamed: 1 Unnamed: 2 Unnamed: 3 钢筋下料单建设单位:工程名称:构件名称本页小计说明施工负责:Unnamed: 4 序号123456789101112131415161718规格重量kgUnnamed: 5 钢筋 编号Unnamed: 6 简图Unnamed: 7 钢号及 直径Unnamed: 8 计算长度 mm审核:Unnamed: 9 单位根数Unnamed: 10 合计根数Unnamed: 11 总长度 MUnnamed: 12 建筑面积:共 页第 页理论重量 kg/M制表:Unnamed: 13 共重 kg总重kgUnnamed: 14 备注

2025年物品材料下料单-Sheet1 Unnamed: 0 物品材料下料单 工程名称:序 号1234567891011 施工员签字: 日 期:Unnamed: 2 物品材料名称xxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxxUnnamed: 3 规格型号Unnamed: 4 单位个套个套个套个套个套个 负责人签字 日 期Unnamed: 5 数量1212121212121212121212Unnamed: 6 日 期 :2019.10.9要求交货日期2019.10.252019.10.262019.10.272019.10.28
2025年工艺改进跟踪记录表-Sheet1 生产管理工具——研发与工艺技术管理 工艺改进跟踪记录表说明:本表格主要用于跟踪记录和分析工艺改进方案的实施情况及实际效果,便于工艺研发负责人实时掌控工艺改进进度以及工艺质量,并对工艺研发项目进行持续改善、不断提高工艺质量。编号: 制表日期:工艺研发项目名称产品编号工艺研发负责部门序号总体实施完成情况意见及建议经办部门或检查人员签字批准人: 审核人: 制表人:Unna


2025年实用材料物料领料单免费下载-Sheet1 领料单 单 位:领料人:序号12345678989101112131415Unnamed: 1 物料编号001Unnamed: 2 材料名称钢材Unnamed: 3 规格型号L001 Unnamed: 4 用途施工Unnamed: 5 领料日期:单位根Unnamed: 6 领用 数量5Unnamed: 7 退回 数量0Unnamed: 8 备注
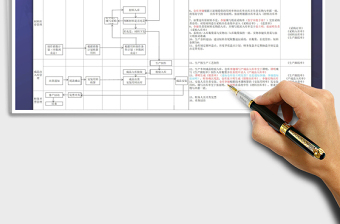
2025年成品门窗订单流程-成品门窗订单流程 成 品 门 窗 订 单 流 程 流程模块销售接单管理材料库存管理成品出入库管理财务开票管理注:当业务下达销售订单后,《生产跟踪单》将体现客户及成品需求信息,并贯穿整个生产流程,包括发料、制作、入库Unnamed: 1 Unnamed: 2 门店业务员、店员测量、画图、报价确认报价 签订合同创建销售订单制作销售计划(审批到袁总)出货通知客户回访结束Unnamed: 3 Unnamed: 4 Unnamed: 5 财务课出纳预付款确认入账尾款确认发票开具Unnamed: 6 Unnamed: 7 Unnamed: 8 技术课技术员接收订单 核算用料根据销售计划核算用料安装用料核算Unnamed: 9


2025年工艺流程实施进度控制表(含自动甘特图,计划与实际对比,周期:小时)-Sheet1 生产管理工具——研发与工艺技术管理 工艺流程实施进度控制表(含自动甘特图,计划与实际对比,周期:小时)说明:本表格主要用于有效控制生产工艺流程的实施进度,其中具体的实施步骤,可参照《工艺流程报告表》中详细内容及要求。(本表格中为模拟时间期和数据,使用过程中只需按自己需求填写相关时间数据即可。但是需要对甘特图显示时间进行相应的调整,具体调整办法:选中甘特图中时间数据条,点击右键选择设置坐标轴格式,设置好最小值与最大值即可,注意要填写起止时间相应的数值。具体数值获得方法:点击相应的时间,设置单元格格式,选择数


2025年面粉生产工艺手册-面粉生产工艺流程图 Unnamed: 0 面粉生产工艺流程图(01)产地:美国、加拿大、国产Unnamed: 1 打麦机带风选灰分降低率≥0.02%增碎率≤0.5%洗麦机洗麦 、去石Unnamed: 2 Unnamed: 3 依标准精选机荞子、大麦 效率≥75%自动着水机小麦水分调节Unnamed: 4 Unnamed: 5 去石机去石率≥95% 泥块≥60%润麦仓16~36小时Unnamed: 6 圆桶筛去除大杂、麻绳Unnamed: 7 Unnamed: 8 振动筛带风选大杂去除率≥90%轻杂去除率≥70%振动筛带风选大杂去除率≥65%轻杂去除率≥60%配麦依产品要求Unnamed: 9 Unnamed: 10 立筒仓或毛麦仓储存或周转磁选磁性金属杂质去除率


2025年门窗工程量自动计算表- 门窗工程 门窗工程量计算表 楼层Unnamed: 1 类别木门Unnamed: 2 当本列数=1时为门否则为窗1Unnamed: 3 门窗代号12Unnamed: 4 洞口尺寸宽(m)0.90.9Unnamed: 5 高(m)2.42.4Unnamed: 6 数量 (总)1010Unnamed: 7 其中外 墙数量88Unnamed: 8 框外围面积(m2)20.74949999999999820.6190000000000000Unnamed: 9 外墙门套面积(m2)4.10400000000000000Unnamed: 10 外墙窗套面积(m2)02.640000000000000Unnamed: 11 洞口面积(m2)总面积21.621.60000000000000Unnamed: 12 外墙17.2817.280000000000000Unnamed: 13 内墙4.324.320000000000000


2025年注塑工艺监控记录-Sheet1 xxxxxxxx有限公司 注塑工艺监控记录班次机 台 号说明:1、换模后首次生产必须进行一次检测。 2、每班、每种产品进行一次检测。Unnamed: 1 产品名称/型号Unnamed: 2 注塑温度(℃)射嘴Unnamed: 3 一段Unnamed: 4 二段Unnamed: 5 三段Unnamed: 6 四段Unnamed: 7 注塑时间(秒)注塑时间Unnamed: 8 保压时间Unnamed: 9 冷却时间监控人/日期:Unnamed: 10 注塑压力 (Mpa)Unnamed: 11 保压压力 (Mpa)Unnamed: 12 操作工Unnamed: 13 xxx-QR-011-004产品质量情况Unnamed: 14 备注Sheet2 Sheet3


2025年工厂生产装配工艺规程模板-工艺流程 LOGO 工装设备及辅料Unnamed: 1 Unnamed: 2 序号123Unnamed: 3 名称Unnamed: 4 Unnamed: 5 Unnamed: 6 型号规格Unnamed: 7 Unnamed: 8 Unnamed: 9 Unnamed: 10 编号Unnamed: 11 Unnamed: 12 工艺流程 数量Unnamed: 14 Unnamed: 15 序号456Unnamed: 16 名称Unnamed: 17 Unnamed: 18 Unnamed: 19 Unnamed: 20 型号规格Unnamed: 21 Unnamed: 22 Unnamed: 23 Unnamed: 24 编号Unnamed: 25 Unnamed: 26 Unnamed: 27 数量Unnamed: 28 Unnamed: 29 标记Unnamed: 30 更改内容Unnamed: 31 Unnamed: 32 Unnamed: 33 Unnamed: 34 Unnamed: 3


2025年工艺评审意见汇总表-Sheet1 生产管理工具——研发与工艺技术管理 工艺评审意见汇总表说明:本表格主要用于工艺评审过程中,对评审意见进行详细的记录与汇总。便于工艺问题的及时改进,并确保工艺研发项目顺利结项。编号: 制表日期:工艺研发项目名称产品编号产品规格型号研发负责人评审时间评审负责人评审意见总体意见及建议审批意见批准人: 审核人: 制表人: Unnamed: 1 审批人: 年 月 日 Unnamed: 2 依据版权所有:


2025年门窗玻璃测量记录表-Sheet1 Unnamed: 0 门窗玻璃测量记录表 门窗立面备注及说明:扇子序号C82Unnamed: 2 W3净空W4净空宽度Unnamed: 3 高度Unnamed: 4 门窗系列H3净空H4净空数量6Unnamed: 5 820方向成对Unnamed: 6 南华50系列种类50单层Unnamed: 7 门窗代号C8玻 璃 尺寸 表序号12345立 面 分 格 尺 寸 表宽(mm)WW1W2W3W4Unnamed: 8 玻璃宽Unnamed: 9 数 量3玻璃高1400700Unnamed: 10 颜 色灰色数量高(mm)HH1H2H3H4Unnamed: 11 玻璃种类Unnamed: 12 外型尺寸1400×265026501300499851Unnamed: 13 型 材 尺 寸 表 序号123456713141516171819Unnamed: 14 构件名


2025年工艺风险识别和评估表-Sheet1 Unnamed: 0 工艺风险识别和评估表 序号123456789Unnamed: 2 风险识别项目/活动调料原材料检验注塑——混料——御模工——打料喷油——调油——喷油工移印——移印工装配包装电工评估人/日期:Unnamed: 3 风险描述质量不合格的原材料会影响玩具消费者身体健康色粉会飞到眼睛里面、色粉属粉末状会漂浮在气体中影响呼吸、色粉的颜色沾到手上难洗模具在空中会意外脱落、手拉铁链会割伤手粉碎料会伤到眼睛、粉碎料有灰尘、水口料的利角会割伤手、粉碎机声音较大油漆属于危险化学品有刺激性气味,影响身体健康、调油和搅拌油漆会刺激皮肤和搞脏衣服,如果沾到眼
工艺流程报告表-Sheet1 生产管理工具——研发与工艺技术管理 工艺流程报告表说明:本表格主要用于记录生产工艺的详细流程以及步骤说明。本文档可以帮助生产管理者对生产工艺进行有效的流程化、标准化管理,且便于不断改善。 编号: 制表日期:产品编号工序编号工艺主管流程(简图)序号批准人: 审核人: 制表人:Unnamed: 1 基本步骤Unnamed: 2 产品名称工序名称工艺师详细说明/要求版权所有: 北京未名潮管理顾问有限




2025年成本核算工艺流程-Sheet1 Unnamed: 0 成本核算工艺流程表 工艺流程 产品名称产品1Unnamed: 2 拉丝(外协)领用盘元规格规格1Unnamed: 3 单位个Unnamed: 4 数量5Unnamed: 5 不含税单价9Unnamed: 6 金额4500000000000000000000000000000000000000000000000000000......


2025年装修铝合金防盗门窗报价单-Sheet1 装修铝合金防盗门窗报价单 品牌凤铝凤铝Unnamed: 1 材料名称304不锈钢304不锈钢Unnamed: 2 颜色黑色金属色Unnamed: 3 规格型号20MM直径10MM直径Unnamed: 4 报价300元258元Unnamed: 5 计价方式按平方按平方Unnamed: 6 备注Unnamed: 7 联系方式 联系人:电话:微信号:地址:


2025年涂装工艺评定记录表-Sheet1 Unnamed: 0 Unnamed: 1 Unnamed: 2 Unnamed: 3 涂装工艺评定记录表单位名称单位地址产品名称零件名称母材表面粗糙度涂料供应商序号12345678厚度检测序号厚度涂装工艺 过程涂装方法备注Unnamed: 4 工序名称11、投入产品:把被涂物放bai到du插件上开始工作。2、静电除尘:把注塑时带来的油质,灰尘除掉。3、预热:为了更好的上色给被涂物一点温度。4、底漆喷涂:把塑料本身的颜色覆盖,为生产要求颜色先底色喷涂。5、烘干:通过隧道里的IR区的温度,进行半干状态,为下一道喷涂作准备。6、表面喷涂:喷要求上色的颜色。7、溜平干燥:通过隧道进行溜平,烘干。8、




2025年工艺流程实施进度控制表(含自动甘特图,计划与实际对比,周期:天)-Sheet1 生产管理工具——研发与工艺技术管理 工艺流程实施进度控制表(含自动甘特图,计划与实际对比,周期:天)说明:本表格主要用于有效控制生产工艺流程的实施进度,其中具体的实施步骤,可参照《工艺流程报告表》中详细内容及要求。(本表格中为模拟日期和数据,使用过程中只需按自己需求填写相关时间数据即可。但是需要对甘特图日期进行相应的调整,具体调整办法:选中甘特图中日期数据条,点击右键选择设置坐标轴格式,设置好最小值与最大值即可,注意要填写起止日期相应的数值。具体数值获得方法:点击相应的日期,设置单元格格式,选择数字所对应


2024钢筋自动计算表提料单excel表格-计算表 钢 筋 工 程 量 计 算 表 工程名称:序号123Unnamed: 1 构件名称KZ1WKL3板-1Unnamed: 2 XX项目3#楼构件 数量22233311Unnamed: 3 钢筋名称主筋箍筋拉筋主筋箍筋拉筋主筋拉钩Unnamed: 4 简 图Unnamed: 5 规格B18A8A10B20A10A10A10A6.5Unnamed: 6 单构件 长度计算式(mm)3200+500*32*4[直径32倍](800+800)*2+8*15*2800+8*15*212000+3500+2400+240+240(300+500)*2+8*15*2300+10*515000+30000150+6.5*5Unnamed: 7 单构件 根数计算式43200/1003200/100



2025年板簧工艺流程图-工艺流程图 Unnamed: 0 工艺流程图 零件号:零件名:日期/版本:工位 序号 5-入厂检验10-下料20-校直30-冲中心孔50-端头碾薄80-切角100-冲垫片孔110-冲锪夹箍孔130-卷耳140-端磨160-切角、包耳170-淬火180-回火190-喷丸200-铆夹箍215-电泳220-压套、推削230-装配240-预压250-弧高分选260-喷面漆做标识270-成品检验280-入库290-全尺寸检验300-产品审核310-发货前确认 Unnamed: 2 操作制造/装配Unnamed: 3 移动Unnamed: 4 储存Unnamed: 5 检验Unnamed: 6 工位操作描述原材料入库检查存放入原材料库断料下料尺寸检验(长度、规格)用